
短信码登录
密码登录
获取短信验证码
获取短信验证码
2024-09-06
作者:赵晓东
(重庆电子工程职业学院)
摘 要:ATOX50立磨频繁出现因磨辊密封压力过低而跳停现象,严重时磨机根本无法启动,其生产技术指标严重下滑。要避免因磨辊密封压力不足而导致的连锁跳停,在平时生产中要注重技术维护和操作控制,包括查看三角皮带的工作状态,改善密封风机的工作环境,检查密封空气输送管道,检查磨辊密封环的间隙,以及合理控制生料立磨的启动及降辊时间。
关键词:立磨;磨辊;密封压力;跳停
0 引言
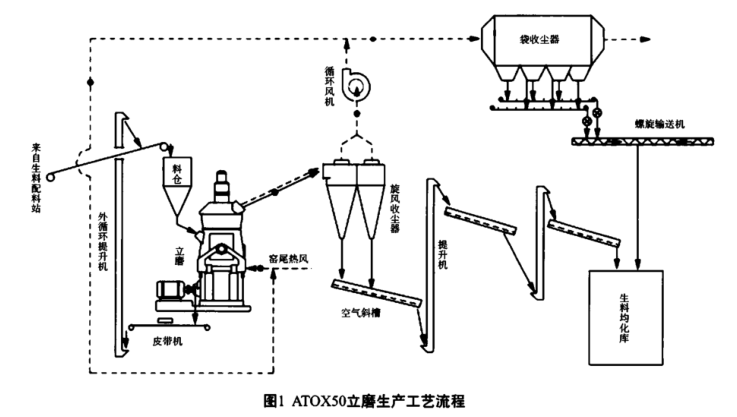
重庆TL水泥有限公司5 000 t/d熟料生产线的生料制备选用ATOX50立磨,其生产工艺流程如图1所示。该生料制备系统自2016年6月投产以来,其生产技术指标一直比较理想:磨机台时产量428.57 t/h;生料电耗平均为15.43 kWh/t;生料细度合格率平均为93.43%;生料水分合格率平均为95.01%。但2019年3月,立磨频繁出现因磨辊密封压力过低而跳停现象,严重时磨机根本无法启 动,其生产技术指标严重下滑:磨机台时产量降到 405.45 t/h;生料电耗增到17.24 kWh/t;生料细度合格率降到83.23%;生料水分合格率降到86.78%。该月7次无法启动磨机,被迫停磨累计13.05 h,累计少产生料15 500 t,经济效益损失总计50多万元。本文对该立磨密封压力低跳停的原因进行分析,并介绍处理措施及效果。
1 磨辊密封压力的作用
1.1 磨辊密封风机的功效
ATOX50生料立磨配置了一台密封风机,其工作参数为:风量22 000~48 000 m3 /h;风压39~48 mbar;功率7.5 kW;转速2 920 r/min。密封风机的作用就是保护磨辊轴承。密封风机把经过过滤网抽吸的外界空气,通过可移动空气输送管道从磨机壳体进入中央轭,再通过中央轭和轴通道分别进入3个磨辊,保证磨辊腔内气体压力高于外界压力,防止磨内粉尘颗粒进入磨辊轴承,从而实现保护磨辊轴承的作用。
1.2 磨辊密封压力低的不良影响
如果磨辊腔内的密封压力长时间等于或小于外界压力,则磨内粉尘颗粒就会进入磨辊腔内,导致磨辊轴承骨架密封严重磨损乃至损坏,产生磨辊漏油现象;如果粉尘颗粒进入磨辊轴承内,将导致 磨辊轴承损坏而停产,而更换磨辊轴承大约需要一周时间。所以ATOX50生料立磨系统设置了自动连锁控制,一旦磨辊密封压力低于25 mbar,磨机就会因为自保而跳停。
2 磨辊密封压力低的原因分析
(1)密封风机采用三角带传动方式,长时间的运行,容易造成传动三角皮带的老化、变松及打滑,导致传动效率降低,风机电流下降,输出的风量降低,密封压力下降。
(2)密封风机的工作环境粉尘浓度高,造成密封风机的过滤网堵塞,吸进的风量减小,密封风机电流下降,输出的风量降低,致使密封压力下降。
(3)磨机外部空气输送管道磨穿、开裂,磨机内部空气输送管道被粉尘颗粒刷漏,导致磨辊密封系统产生漏风现象,这时密封风机的电流不变或上升,而密封压力下降。
(4)磨机长时间运转,磨辊轴颈密封环因受磨内粉尘颗粒的冲刷而严重磨损,致使密封环的间隙增大,通风出口面积增大,出口风速降低,密封压力下降。
(5)生料立磨从启动到降辊粉磨的这段时间,磨辊密封压力会快速降低。如果此时操作员采取的操作措施不当,磨辊密封压力很快就会降到小于25 mbar, 直接导致磨机自保跳停。
3 保证磨辊密封压力的技术措施
该生料磨磨辊密封压力低于25 mbar,是长时间疏于维护的结果。笔者认为,在平时生产中注重技术维护和操作控制,就能避免因磨辊密封压力不足而导致的连锁跳停。
(1)运行过程中经常查看三角皮带的工作状态,发现皮带松动、打滑,就要及时调整张紧度,保证密封风机的传动效率。
(2)改善密封风机的工作环境,减少其周围环境的粉尘浓度,定期清理、更换密封风机的过滤网,保证过滤网的清洁度。
(3)运行过程中经常检查磨机外部的密封空气输送管道,停机时认真检查磨机内部的密封空气输送管道,发现破损、开裂等漏风故障,及时修补、更换。
(4)磨机运行一年,就要认真检查磨辊密封环的间隙,如果间隙大于5 mm,就要及时更换,防止磨辊骨架密封圈遭到粉尘颗粒冲刷,防止灰尘颗粒进入磨辊轴承,保证磨辊长期高效运行。
(5)生料立磨从启动到降辊粉磨的这段时间,磨辊密封压力会快速降低。笔者的经验是,生料立磨的启动及降辊时间控制的越短越有利于避免其跳停。烘磨结束后,在90 s内完成生料入库设备、生料输送设备、生料选粉设备、生料喂料设备、立磨润滑设备等辅机设备的启动。投料后,在60 s内完成风门调节、启磨及落辊操作:当物料进入磨机的瞬间,立即将循环风机的进口风门开到85%,循环风机的回风风门开到100%,循环风机的出口风门开到80%,入磨热风风门开到 100%,启动立磨主电机,把入磨物料稳定在磨盘上,再完成落辊操作;同时,开启磨内喷水阀门 40%~50%,控制磨机出口废气温度低于90 ℃。
4 结束语
实施以上维护措施后,再也没有发生因为磨辊密封压力低而引起磨机跳停的工艺故障,ATOX50生料立磨很快恢复了正常生产,磨机台时 产量达到430.78 t/h,生料电耗降到15.16 kWh/t,生料细度合格率平均为94.55%,生料水分合格率平均为96.89%,磨辊密封压力稳定在28~32 mbar之间,取得了比较理想的生产效果。
来源:《新世纪水泥导报》
(版权归原作者或机构所有)
